


兰格精密管有限公司是专业的 云南玉溪珩磨钢管生产厂家,公司位于高新区许营镇店子村。我厂实力雄厚、秉承“诚信服务,至上”的原则,以质量di yi,用户至上的原则赢得了广大客户的信任。我厂专注于打造 云南玉溪珩磨钢管的领先品牌的宗旨,多年来虚心听取多方意见,严把产品质量关。请您及时给我们指正,真诚期待您的宝贵意见。



轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到
熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的
问题·圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产
效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。
挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径
长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后
由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。
钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入
仓库中。



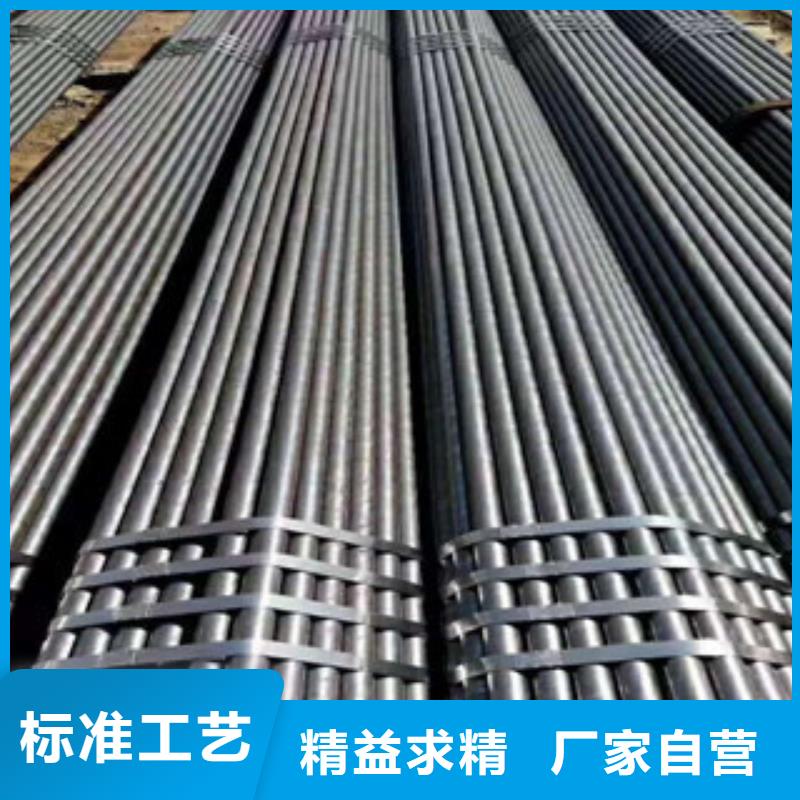
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工
作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行
穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,
贴上标签、进行规格编排后放置到到仓库当中。圆管坯、加热、穿孔、三辊斜轧、连轧或挤压、脱管
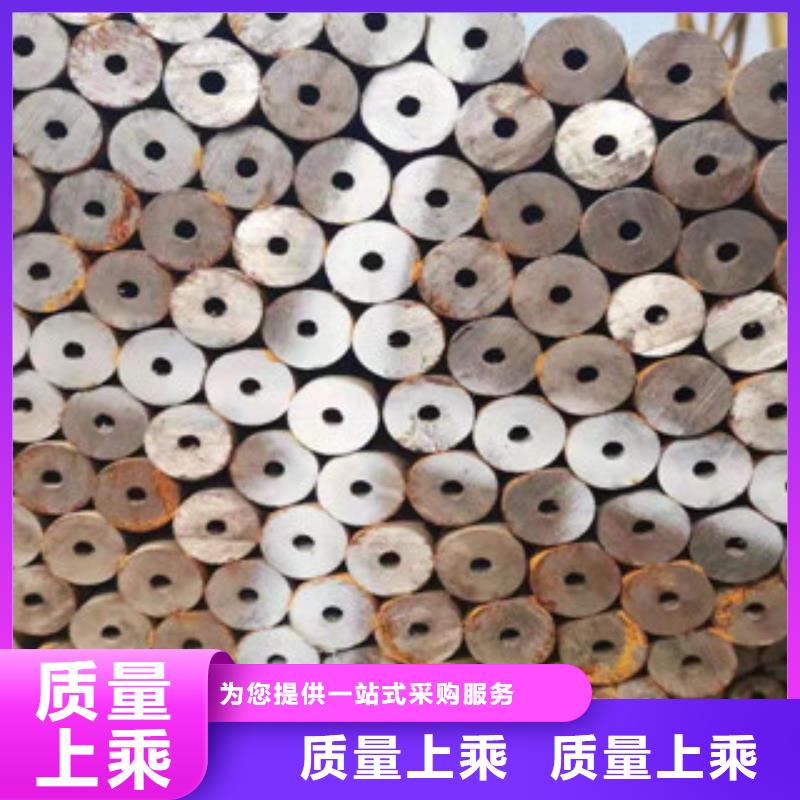
、定径(或减径)、冷却、矫直、水压试验(或探伤)、标记、入库 。无缝钢管是用钢锭或实心管坯经
穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管
外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。

